Today the 107 5 by 59 1 by 60 2 in.
Laser edge oxide removal.
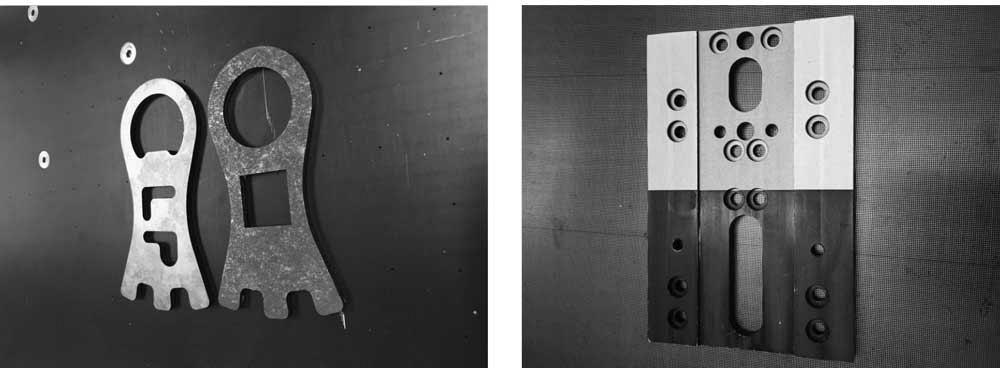
Oxide edge is a term used to describe the forming of carbon oxide along the edges of parts usually as a result of laser cutting as gas is introduced during the thermal metal cutting process.
Oxide removal may involve hazardous chemicals specific to each material that needs to be removed.
The 22 rb series for deburring edge rounding finishing and laser oxide removal.
Even at the speed at which laser cutting machines operate harrison said the oxide removal equipment can keep up.
Truthfully some of the lasers are cutting with nitrogen most of the time but for those laser cut parts with an oxide layer on the edges the machine is more than able to keep up with the parts flow.
Another machine in the future.
In some cases paint removal by sandblasting can damage the metal underneath.
It is a cost effective solution that reduces cleaning times and.
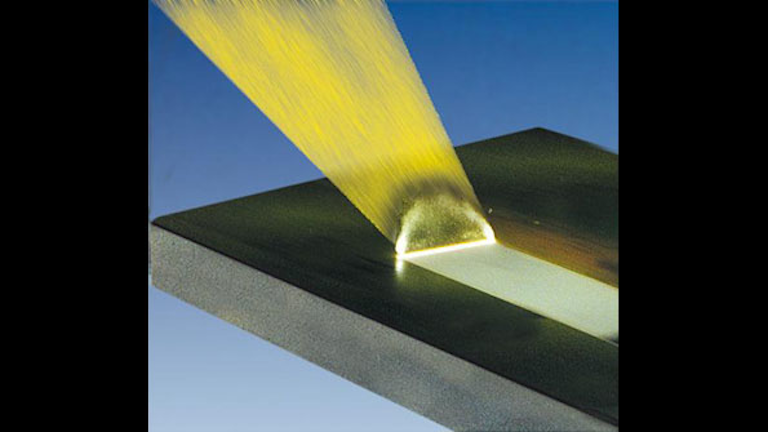
If you are cutting via a co 2 laser with oxygen the edgeracer can remove any oxide layers along the cutting edge of the material.
Laser oxide removal as the use of thermal cutting processes in the metalworking industry has increased substantially the need to remove the oxidation produced by those processes has also increased.
Dealing with these problems usually comes at a significant cost but laser cleaning is changing this.
Harrison added that typically one of the laser operators in the cell has time to send parts through the machine avoiding potential bottlenecks.
The problem is that the cost for nitrogen gas is generally five to six times greater than.
Machine sits in the middle of four laser cutting machines.
Nitrogen prevents oxidation and leaves a clean edge that s ready for welding or painting.
Laser oxide removal can be used to remove those contaminants without introducing impurities in the base metal.
This oxidation or scale left over from thermal cutting can cause problems for metal finishers and end customers alike.
The ideal machine for companies with more.
Fiber laser cleaning systems can remove.
It takes about 20 or 30 seconds for a part to process through the machine.
Punched and laser cut parts often require high demands on the surface.
We could avoid the laser oxide problem completely by using nitrogen as an assist gas on our lasers instead.
Laser oxide removal before welding and several other surface treatments metal surfaces must be clean and without oxides.
Furthermore a radius at the edge of the materials also improves paint adhesion.